Металне цеви: како одабрати праву величину?
Врло често, састав неколико материјала омогућава нам да производе од ове сировине обдаримо изузетним техничким карактеристикама. Полазећи од ове особине, могуће је сматрати живописан пример производима од метала и пластике, наиме: метал-пластичне цеви.

Феатурес
Материјал се широко користи за водоводне радове. Системи водоснабдевања, канализације и грејања су направљени од металних цеви различитих пречника. Осим тога, из ове сировине полажу се и нови водоводни канали, а ради се на поправци постојећих канала у стамбеним зградама и приватним домаћинствима.
Специфичности рада цјевовода укључују појаву ванредних ситуација које настају услед наглих таласних удара унутар система, флуктуације температуре медија у цијеви и тако даље. Заједно, било појединачно, али сви ови моменти утичу на трајност производа који чине систем, они формирају пукотине, цурења и друге деформације, не само самих цеви, већ и спојних елемената. И метал-пластика се манифестује са позитивне стране када је изложена као спољашњи и унутрашњи фактори.


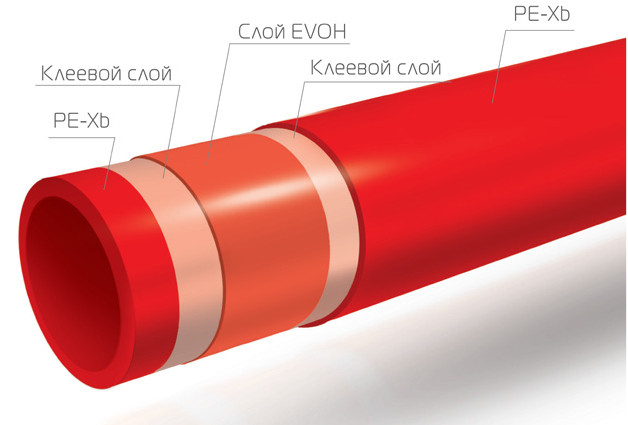
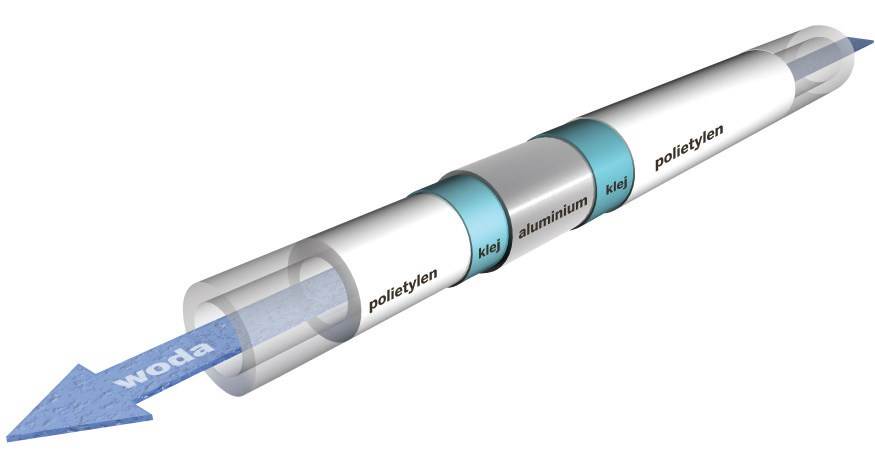
Метално-пластични производи су структура која се састоји од три слоја:
- спољашње и унутрашње љуске од полиетилена;
- ојачани слој, који је израђен од алуминијумске фолије;
- два слоја лепка отпорног на топлоту.
На основу прегледа и информација које дају произвођачи, радни век пластичних цеви је најмање пола века. Међутим, у већини случајева производи произведени у складу са свим стандардима могу трајати много дуже.


Полимерни слој може бити направљен од полиетилена који је унакрсно везан или отпоран на топлоту. ПЕКС може бити: ПЕКС-А, ПЕКС-Б, ПЕКС-Ц, ПЕКС-Д. Производи се разликују по начину комбиновања молекула сировина на основу којих варира флексибилност и чврстоћа материјала. Произвођачи сматрају да је ПЕКС-Б најпогоднији тип умреженог полиетилена који се користи за производњу метал-пластичних цеви. Такав материјал обезбеђује отпорност на пуцање, флексибилност и чврстоћу производа.
Полиетилен отпоран на топлину омогућава да цеви добро подносе топлоту до + 125 ° Ц, при чему структура није деформисана. Али ова сировина смањује еластичност цевовода, тако да се на угаоним спојевима комуникација користе специјални Т-комади.



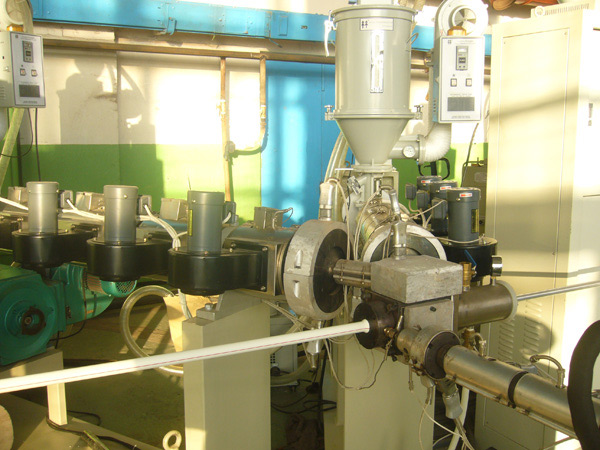
Сви производи од метала и пластике, без обзира на пречник и величину, израђени су истом методом. Издање технологије укључује следеће кораке:
- сировина је подвргнута топлоти и притиску у екструдеру, због чега је маса збијена;
- затим из екструдера кроз посебну форму из унутрашње љуске;
- на крају процеса очвршћавања, алуминијумски слој је залепљен за основу, шав је заварен помоћу ласерског заваривања;
- на фолију употребом љепљиве композиције фиксирати вањски слој;
- Последњи корак је притисак на производ у машини за калибрацију.


Слој за ојачање омогућава производима да имају ниску стопу линеарног ширења. Спољни слој ће бити мање загрејан, што ће позитивно утицати на трајност производа.Поред тога, фолија смањује дифузију кисеоника у течни медијум унутар цеви, а такође обезбеђује пропустљивост система са нултом паром, чиме се елиминише појава рђе на унутрашњим зидовима метал-пластичних производа.
Слој од алуминијумске фолије служи и као топлотни изолатор, тако да се производи често више користе за уређење грејања.

Позитивне карактеристике метал-пластичних цеви су следеће:
- отпорност на агресивне хемијске средине;
- отпорност на корозију;
- захваљујући глатким унутрашњим зидовима производа, одликују се високим нивоом пропусности: разне прљавштине и наслаге се не акумулирају у унутрашњости;
- мала тежина, што олакшава уградњу цеви;
- антистатички материјал;
- низак ниво буке;
- атрактиван изглед;
- дуг радни век;
- висока чврстоћа у поређењу са конвенционалним пластичним производима;
- приступачна цена;
- еколошки прихватљив материјал.


Недостаци производа укључују тенденцију производа до линеарног ширења током гријања, због чега се може јавити непропусност на спојевима цијеви, међутим, правилна уградња ће избјећи појаву таквих ситуација. Неопходно је идентификовати главне области у домаћој сфери, где се користе метал-пластичне цеви:
- водоснабдевање, канализација, грејање;
- распоред система топлог пода;
- производи су укључени у дизајн система за наводњавање;
- производи се користе у вентилационим системима и опреми за климатизацију;
- стварање цјевовода високог притиска.




Параметерс
Пречници метал-пластичних цеви на савременом тржишту су веома разноврсни. За водоводе, производи са величином пресека од 16 мм до 50 мм су више тражени, канализациони системи захтевају употребу узорака са већим пречником, у правилу, то су цеви величине од 32 до 150 милиметара. Међутим, вреди напоменути да обележавање пластичних производа обично није у милиметрима, већ у инчима.
Иако неки произвођачи, да би избегли забуну, указују на вредности у мерним јединицама на које смо навикли. Постоје специјалне таблице које вам омогућују брзо кретање приказаних величина цијеви.
Такође је важно да производи имају не само спољашњи већ и унутрашњи пречник. Стога, при одабиру робе треба обратити посебну пажњу на то. Приликом мерења и куповине означава се спољни пречник.

За кућне потребе, на примјер, за поправке у стану, користе се сљедеће димензије - 16 мм, 20 мм, 25 мм, 26 мм. Међутим, производи са спољним пресеком до 40 мм препоручују се за употребу у систему са великим количинама водоснабдевања.
Радијуси савијања цеви за сваку величину су различити, варирају у опсегу од 80 мм са спољним пречником производа једнаким 16 мм и до 550 мм за цеви са попречним пресеком од 40 мм. Ове цифре одговарају ручном типу производа за савијање, али још увек постоји специјализована алатка - савијач цеви, преко које можете променити радијус цеви у комуникационом систему. Један метар производа може држати до 0.855 литара течног медија.
Производи од метала и пластике продају се у калупима, чија дужина може бити од 50 до 200 метара.


Критеријуми за избор
Да бисте избегли грешке при избору производа, морате обратити пажњу на њихову величину. Унутрашњи пречник је означен са скраћеницом ДУ, у овом случају не би требало бити тешкоћа. Међутим, при одређивању вањског радијуса вриједи узети у обзир дебљину зидова цијеви. Дакле, да би се купиле металне цеви потребне величине, потребно је придржавати се препорука стручњака.
- Важан фактор у производњи цеви из овог материјала је и начин спајања алуминијумског слоја у конструкцији, а оптимално се сматра методом сучеоног заваривања сировина.
- Дебљина слоја за армирање не смије бити мања од 0,3 мм, али не више од 0,6 мм.
- Обавезан услов за квалитет материјала је употреба у производњи само полиетилена отпорног на умрежавање или топлоту. Пошто ће остатак сировина негативно утицати на радни век производа.
- Приликом визуелног прегледа цеви са унутрашње и спољашње стране не сме бити раслојавања и нарушавања интегритета производа. У супротном, брзо ће постати неупотребљив током употребе у било ком комуникационом систему.
Састав производа ће помоћи да се одреди продавац, поред тога, информације о производу су доступне од произвођача.


Савети
При избору производа дебљина зида ће бити од велике важности, јер ће овај параметар одредити који вентили и арматуре треба користити за инсталацију. Ово је посебно тачно када се старе металне цеви замењују новим производима од метала и пластике. Стручњаци препоручују да приликом спајања полимерних секција са секцијама металних цеви, додатно је потребно уградити специјалне филтере у подручју споја. Таква мјера опреза ће смањити ризик од блокада, крхотина или хрђе од старог дијела цијеви до новог цјевовода.
Да би се ефикасно и брзо изградио комуникациони систем од метал-пластичних цеви, неопходно је купити посебан алат за рад - притисни тастер. Његова примена ће обезбедити максималну ефикасност уградње, као и олакшати рад у већини процеса.


Као резултат грешака насталих приликом уградње производа, након неког времена може доћи до цурења у систему, посебно у спојевима. Као резултат, формира се цурење. Најчешће такве ситуације настају због недовољних квалификација и недостатка практичног искуства у раду са повезним елементима комуникације - са прикључцима. Повлачењем галеба можете једноставно сломити конац или сломити цијев. Због тога је неопходно строго израчунати силу удара на елемент.
Поред тога, међу листом најчешћих грешака се истиче чињеница да се неопходно средство не купује за рад, на пример, да би се уштедјело, занемарују да се купи калибратор или берач лица. То доводи до деформације заптивних прстенова на спојним елементима током инсталације, што негативно утиче на поузданост везивања сегмената цевовода.

Инсталација метал-пластичних производа сама по себи се не сматра дуготрајним процесом, за рад је довољно посматрати тачност и тачност приликом мерења потребних производа и њихове количине, као и придржавати се утврђених ознака и прецизности резања.
Монтажа и рад цеви захтева чистоћу у просторији. Потребно је само исећи цеви под правим углом како би се избегли неравни рубови, а такође и пажљиво се стављати на фитинге.
Температура течности у метал-пластичној водоводној цеви при различитим притисцима може бити од 25 ° Ц до 95 ° Ц, али максимална дозвољена граница је 135 ° Ц. То треба узети у обзир приликом израде водовода.


Више ћете сазнати о инсталацији пластичних цијеви у сљедећем видеу.















