Савијање профила: ефикасне и сигурне методе

Савијање цеви врши се у грађевинарству, комуналним предузећима, енергетици, нафти и гасу, води и многим другим подручјима у току инсталације цевоводних система, изради грађевинских конструкција, производа за различите потребе становништва и урбаних фарми. У принципу, немогуће је све рачунати, али добро је знати савијати цијеви. Друге методе могу бити корисне у домаћинству.

Врсте производа
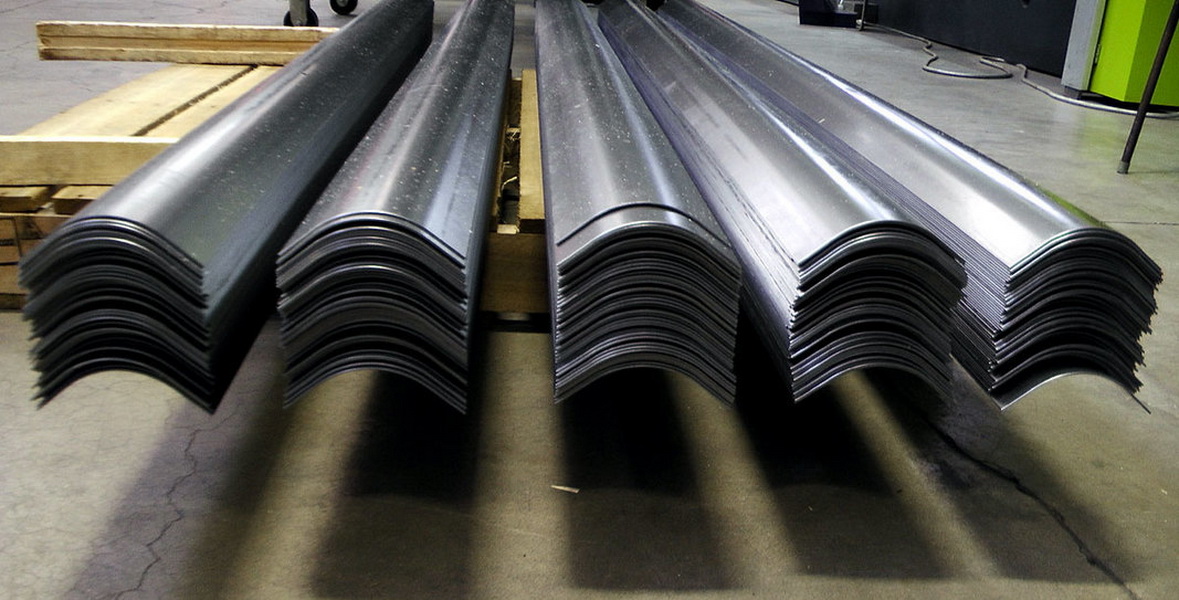
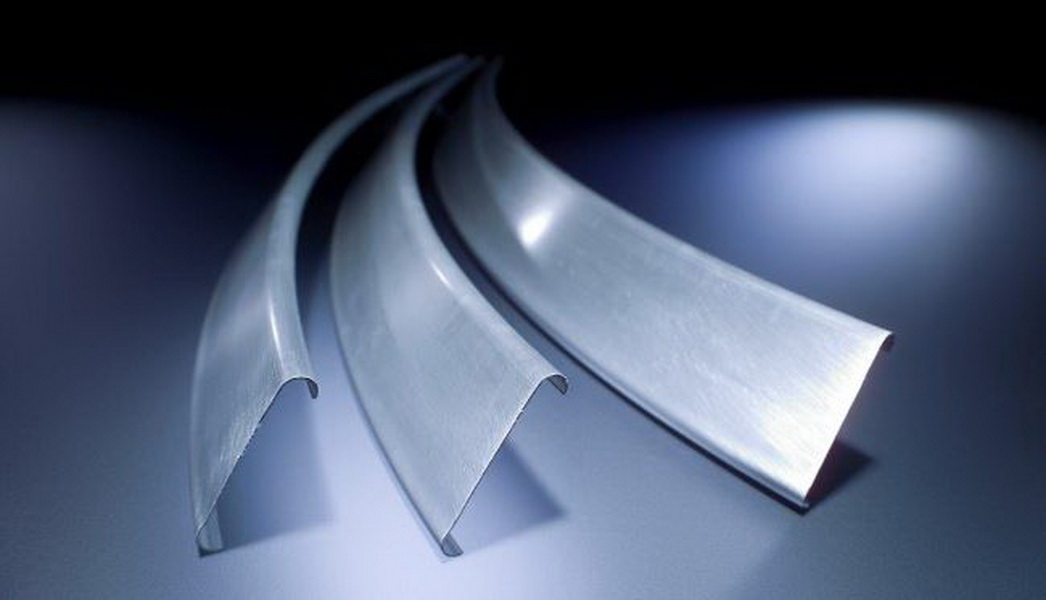
Производи профилног цијевног ваљања су представљени серијом металних цијеви разних конфигурација у попречном пресјеку попречног пресјека. Могу бити врло различите, али различите од округле, то јест, нестандардне форме: јајоликог и равногоралног, правокутног облика, често имају квадратну конфигурацију са заобљеним угловима, па чак и вишеслојне. Круг се користи уско - углавном за изградњу водоводних и канализационих мрежа.





Профили квадратних и правоугаоних облика су више тражени на тржишту. Због чињенице да је било који материјал најлакше причврстити на раван зид, они се популарно користе у изградњи индустријских и стамбених зграда. Такав елемент има повећану чврстоћу и укрућен је у згради. Профил добро подноси моментна оптерећења (савијање оптерећења), због чега су добар избор за употребу у конструкцији металног оквира зграда различитих намјена.




Производи се производе у широком распону величина, у зависности од врсте метала: на пример, бакар се може наћи у низу дебелослојних профила велике вредности површине реза, за разлику од алуминијума. Намјештај је израђен од танкослојних производа од нехрђајућег челика. Материјал за производњу често постаје челик високе или ниске легуре. Квадратне цеви се међусобно разликују по производној методи: оне се заварују, кују хладно и топло ваљане, бешавне. Посебна карактеристика заваривања је присуство инертног гасног медијума, али постоји и други начин - индукционо заваривање.



Феатурес
Производи из профилне цеви немају велику тежину, тако да је могуће лако и за кратко време створити не тешке лучне конструкције. Ово је неопходно за изградњу разноврсних стакленика и нискотарифних стакленика.




Изградња уз употребу металних оквира је важна не само за љетне становнике и вртларе. Често, потреба да се користе такви грађевински материјали произилази из урбаних становника, ако желе да организују приватну територију поред куће. На пример, брзо и јефтино инсталирате видиковац, наткривену терасу или поликарбонатну надстрешницу - то је сасвим уобичајено у модерним градовима.




Профилпрокат се користи иу изградњи степеница и ограда. Често се дешава да стандардна конфигурација није погодна за одређени тип дизајна, овде је потребно бити флексибилан са употребом специјалне опреме или неких трикова. О томе мало касније.




Цеви произведене у производњи имају одређене специфициране геометријске параметре, који касније утичу на пластичне карактеристике. Дебљина зида и попречна површина утичу на такав параметар као минимални радијус савијања.Означава вриједност заокруживања при којој неће доћи до механичких оштећења.
Деформација челичних производа није тако једноставна као што се чини на први поглед. За то је потребан одређени скуп знања, способност да се изабере одговарајућа технологија и опрема. Само давање потребног изгледа није суштина нашег рада, док га изводимо, потребно је сачувати важне параметре - дебљину зида, одржати линеарне димензије, а не ометати оперативне способности. Следеће оптерећења утичу на радни предмет као резултат примене силе: на унутрашњи део - сила компресије, на спољашњу (спољашњу) - силу затезања. Уочавајући њихову акцију, елемент се деформише, добијајући пун или делимичан завој.
Али због специфичности детаља, морамо се суочити са неким проблемима.
- Губитак поравнања због промене облика. То значи да цјевасти сегменти могу бити у различитим равнима, што је неприхватљиво. Стручњаци разлог за овај феномен емитују погрешан избор методе савијања.
- Пукотина вањског зида. У процесу истезања метални рафали, ако оптерећење прелази количину коју може издржати.
- Као резултат неравномерног стезања унутрашњег зида, на њему се формирају набори налик на ребра.

Повратак на претходни облик нисколегираних и угљеничних легура које имају висок коефицијент еластичности. Након савијања, многи елементи изгледају као „еластични“, а производ након такве појаве мора се поново прилагодити жељеним димензијама, што може закомплицирати рад. Да би се уклонили нежељени проблеми и додатни рад, потребно је одредити вредност пластичног момента отпора материјала, а узимајући у обзир овај параметар, спровести поступак савијања. Треба напоменути да што је мањи угао, то је мања еластична последица.

Алати
Портабле ПрофилеБибс
Веома је погодно да се одмах савијате на месту инсталације. Да би се ово постигло, рационалније је користити преносни уређај за савијање цеви.

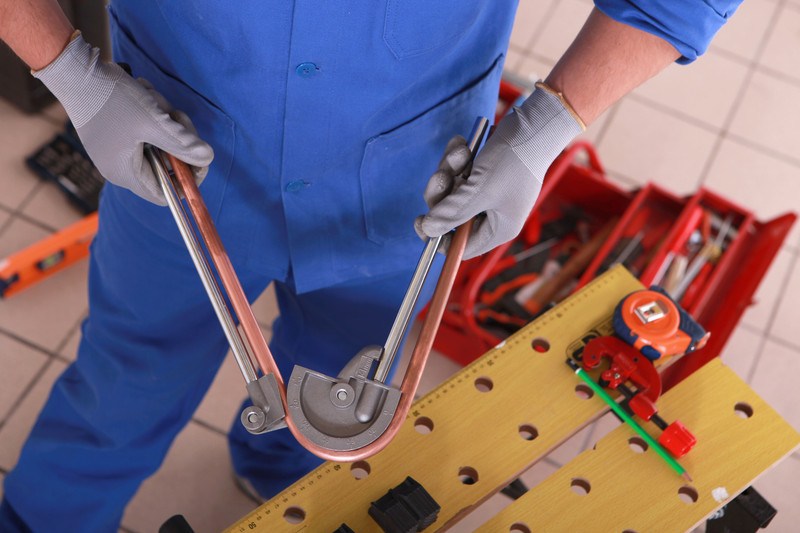
Левер ПрофилеБибс
Када се користи овај уређај, савијање профила настаје искључиво механичком силом особе. Ово је омогућено присуством полуге на примјени силе значајне величине. Делови од метала и нерђајућег челика, чији пресек није већи од два центиметра, могу се савити на 180 степени.
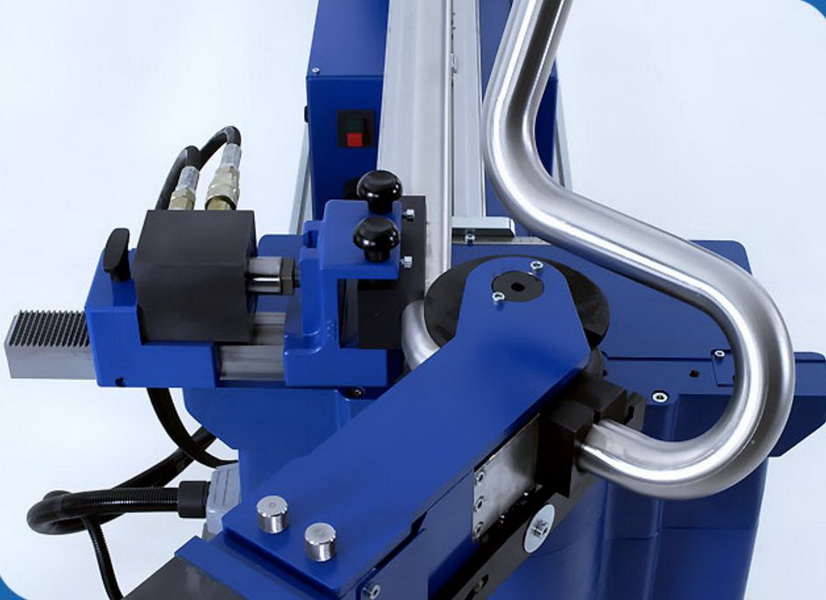
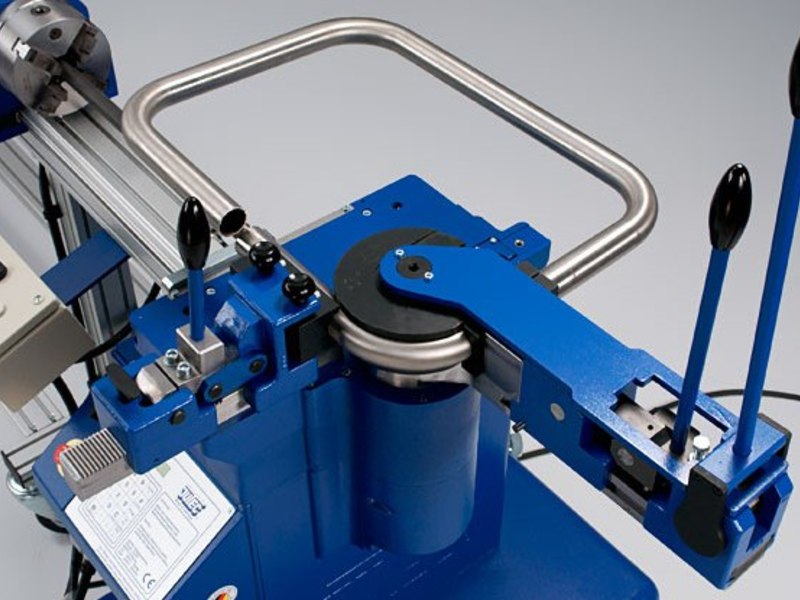
Машине за савијање цеви
Такав алат састоји се од следећих делова:
- елемент за савијање;
- покретни цхопик повезан са ципелом за савијање;
- Два потпорна дела која се ротирају око сопствених осе, на којима се налази савијени део.

Уређај може бити са механичком (вијчаном) конфигурацијом, хидраулички са ручном контролом или са електричним погоном. Такви лако преносиви уређаји лако савијају угао од 90 степени према металним производима од пластичног материјала попречног пресека до 100 мм.
Хидраулиц
У производњи и домаћинству чешћи су хидраулични уређаји са ручним или механичким типом изложености.
Наведемо њихове предности:
- Велике количине које се могу извести у поређењу са механичким профилом.
- Могућност избора вертикалног или хоризонталног савијања цијеви полазећи од увјета радног простора и практичности у раду.
- Једноставност замене удараца (резервни делови за спецификацију угла).
- Постојање уређаја који истовремено савијају више инсталација одједном, што значајно смањује утрошено време.
- Уклањање тешкоћа у раду чак и за почетнике.
- Постојање цеви која штити од клизања и уређаја упозорава на повреде.
- Једноставност ручне поправке у кући.

Електрични савијачи цеви
Они савијају металне производе постављене на компоненте савијања, које се, у зависности од радијуса, могу мењати. На таквим уређајима налази се окретни трн, којим се мења производ. У недостатку електричне енергије, уређај ради из интерне батерије.
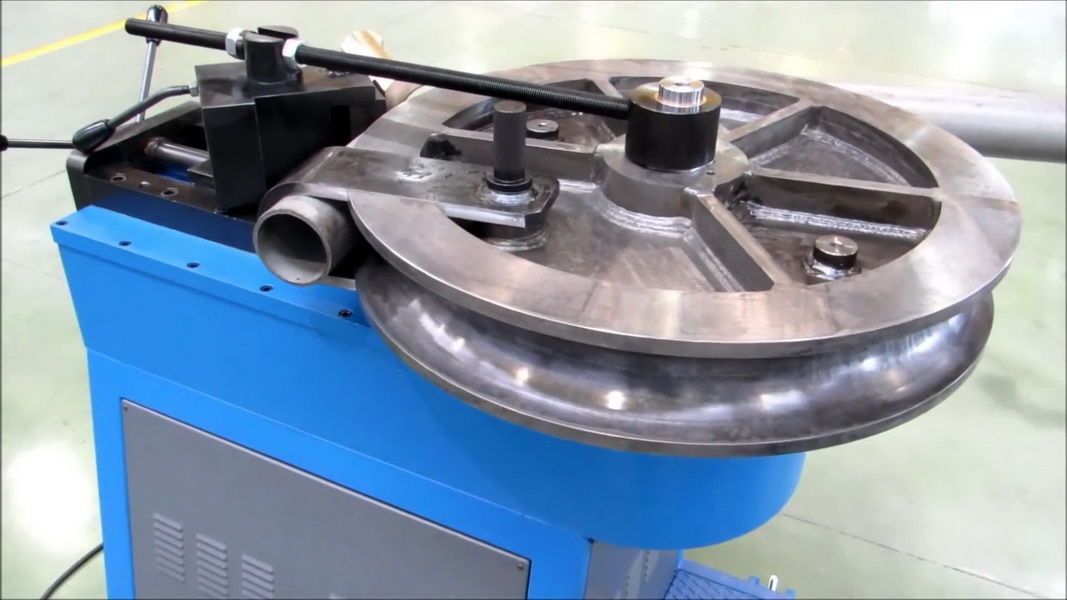
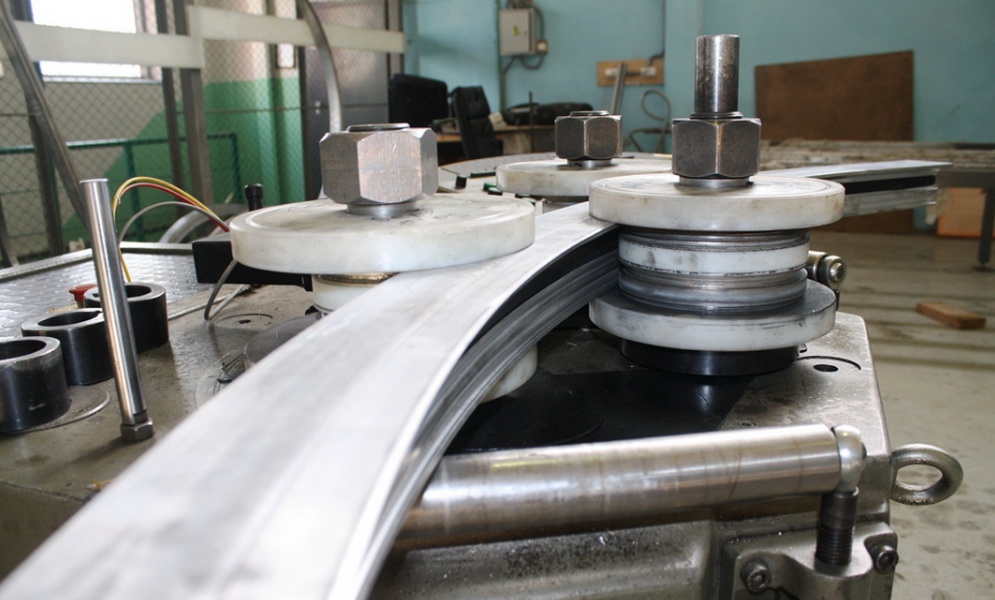
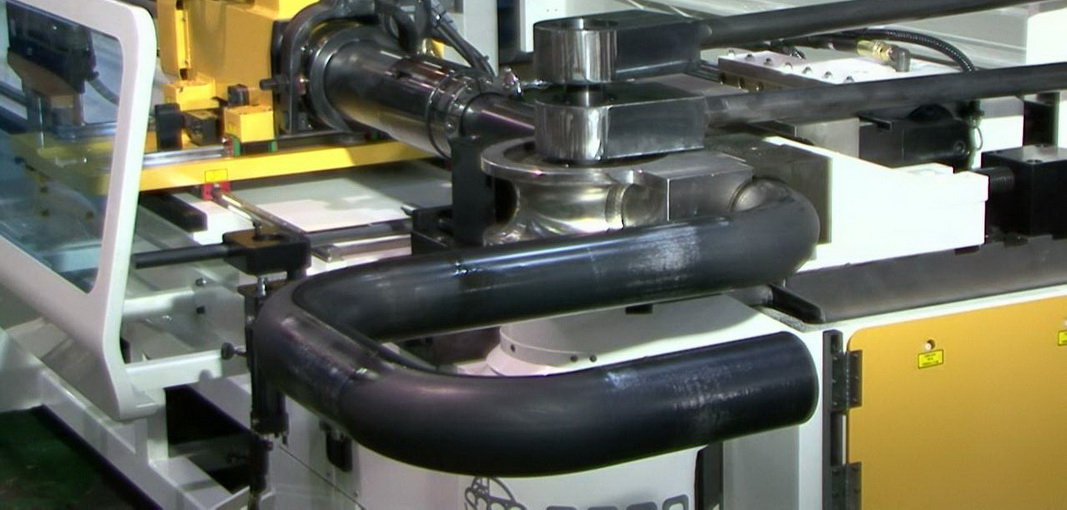
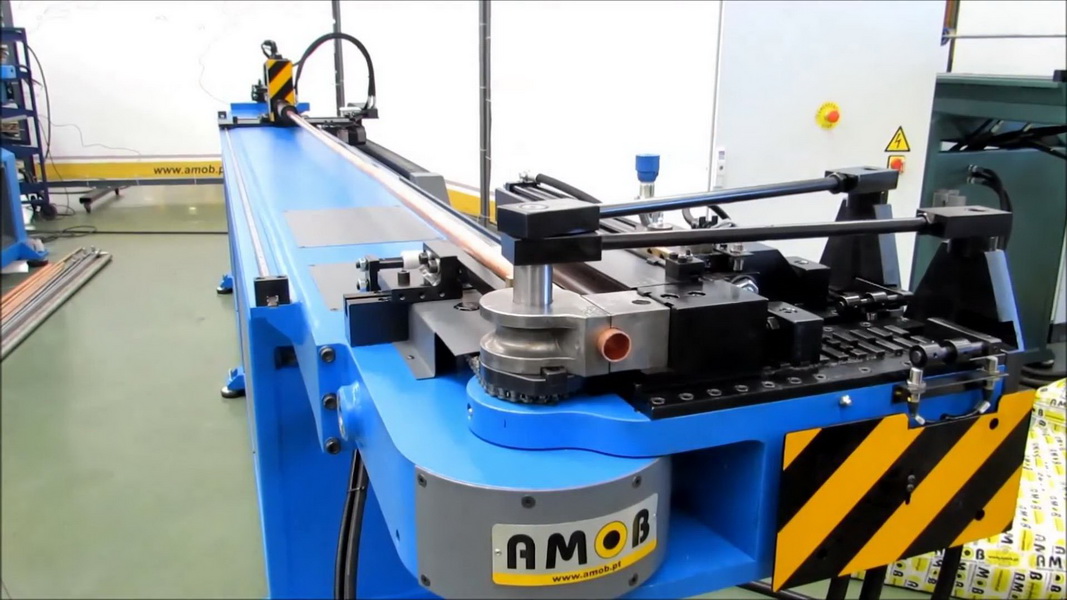
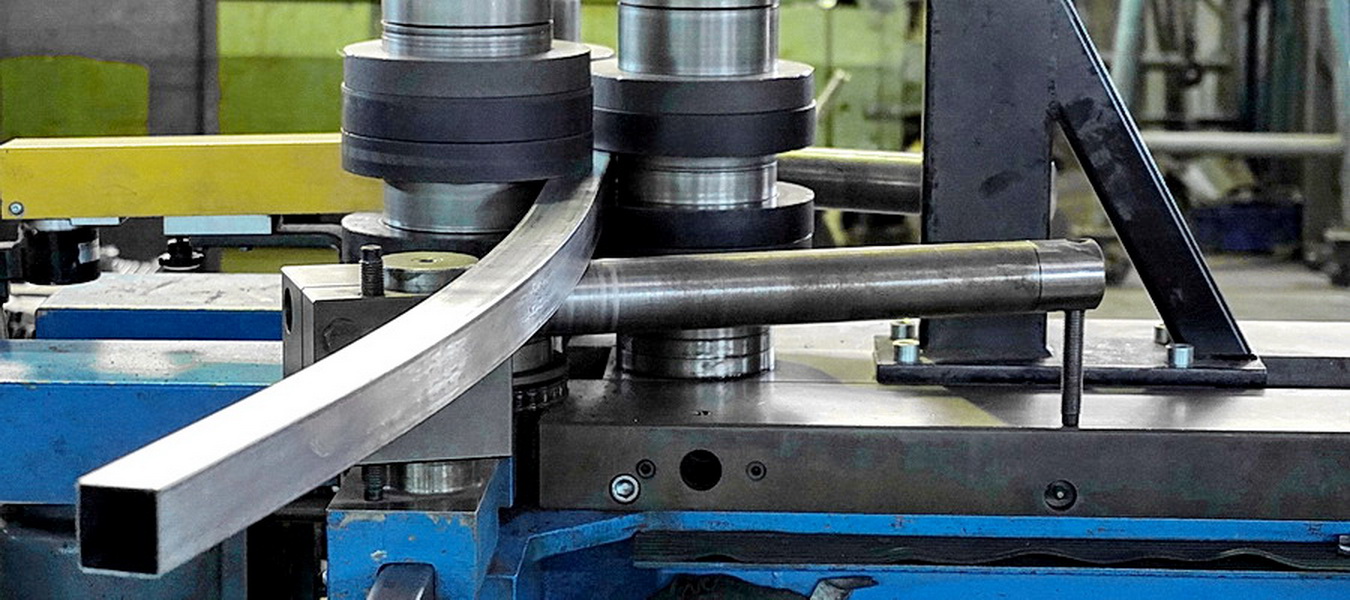
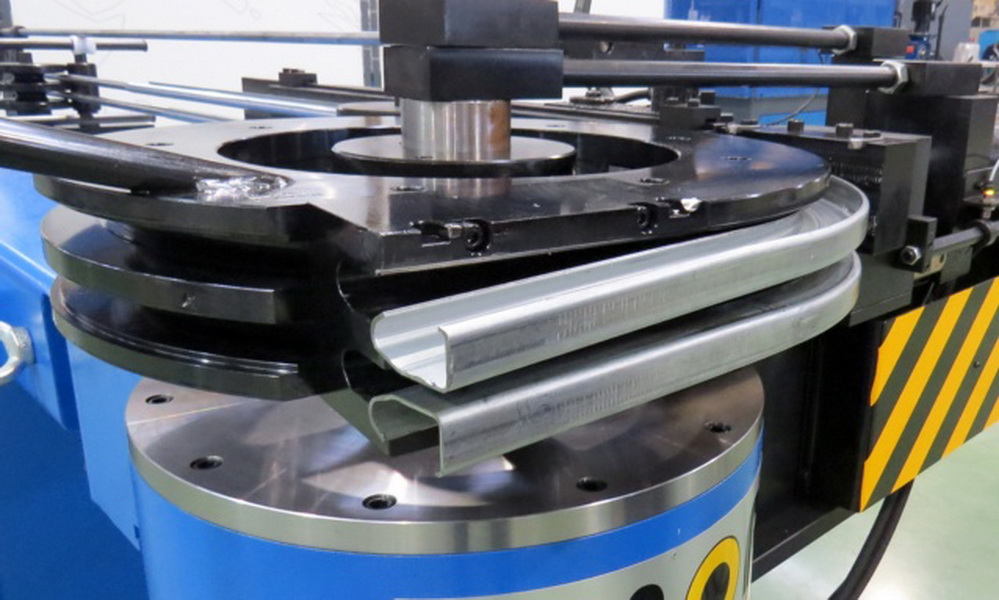
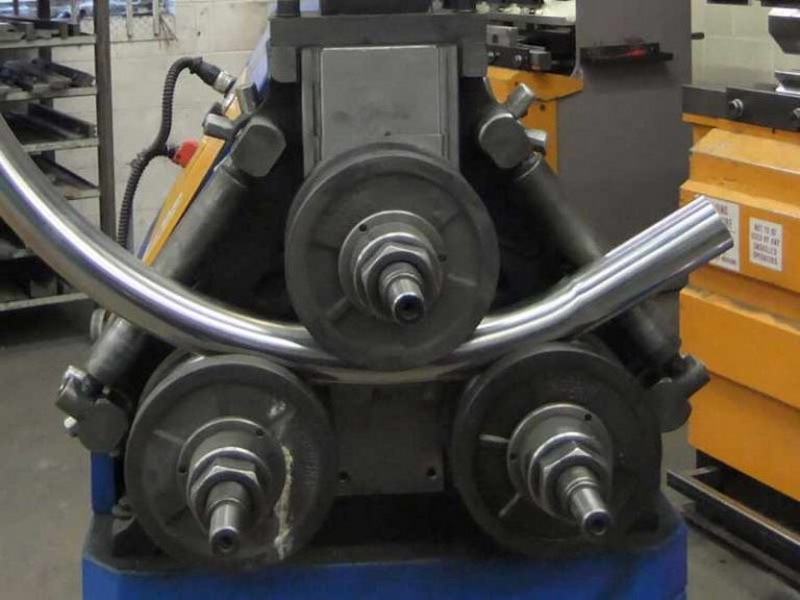
Машинско савијање
Када се хладна метода назива ваљање, користите стандардни ваљак, који има три ваљкаста лежаја (ваљак). Облик и радијус кривине на излазу зависе од избора и уградње потребног облика и величине. Ова машина је у стању да савије делове из било ког материјала и било које конфигурације - не само са квадратним, већ и са троугластим секцијама и компликованије. Помоћу такве опреме могуће је деформисати радни комад максималне дужине, што је веома важно, а исто тако добити производ савијен за 360 степени (у прстену). Метода ваљања је дефинисана као најопштији тип деформације, тако да опрема припада универзалном.
Поред тога, машина вам омогућава да подесите специфичан угао, који повећава тачност током инсталације. Угао се може контролисати ручно или на ЦНЦ машинама (са информацијско-нумеричком контролом) постављеним нумерички са накнадном контролом процеса. На таквим машинама се у свакој кући врши производња грејних држача за пешкире. У производњи цијеви за гријане подове такођер је потребно контактирати стројну опрему. Има велику производњу компоненти за спиралне степенице, тријемове, разне облике ограда и декоративних елемената који служе само за украшавање ентеријера.
Позитивне стране таквих уређаја су следеће могућности.
- Могућност избегавања нетачности при раду са суптилним детаљима, за разлику од мануелних уређаја, често даје оштар завој уместо глатке закривљене линије у контури.
- Тачност Обавезан критеријум у озбиљној изградњи је ова ставка. Опет, ниједан други тип механизама и метода дизајнираних за ове типове рада се не пореди са професионалним машинама. Код производње за продају је немогуће без ове предности.
- Досегните великом брзином да бисте добили готов производ. На крају крајева, просечна брзина савијања профила је 0,2-0,3 м / с.
- Аутономи. Способност опреме да функционише без људске интервенције у нашем веку више није иновација, већ само корисна, али негде она представља суштинску допуну другим карактеристикама.
- Потенцијал за велике количине.

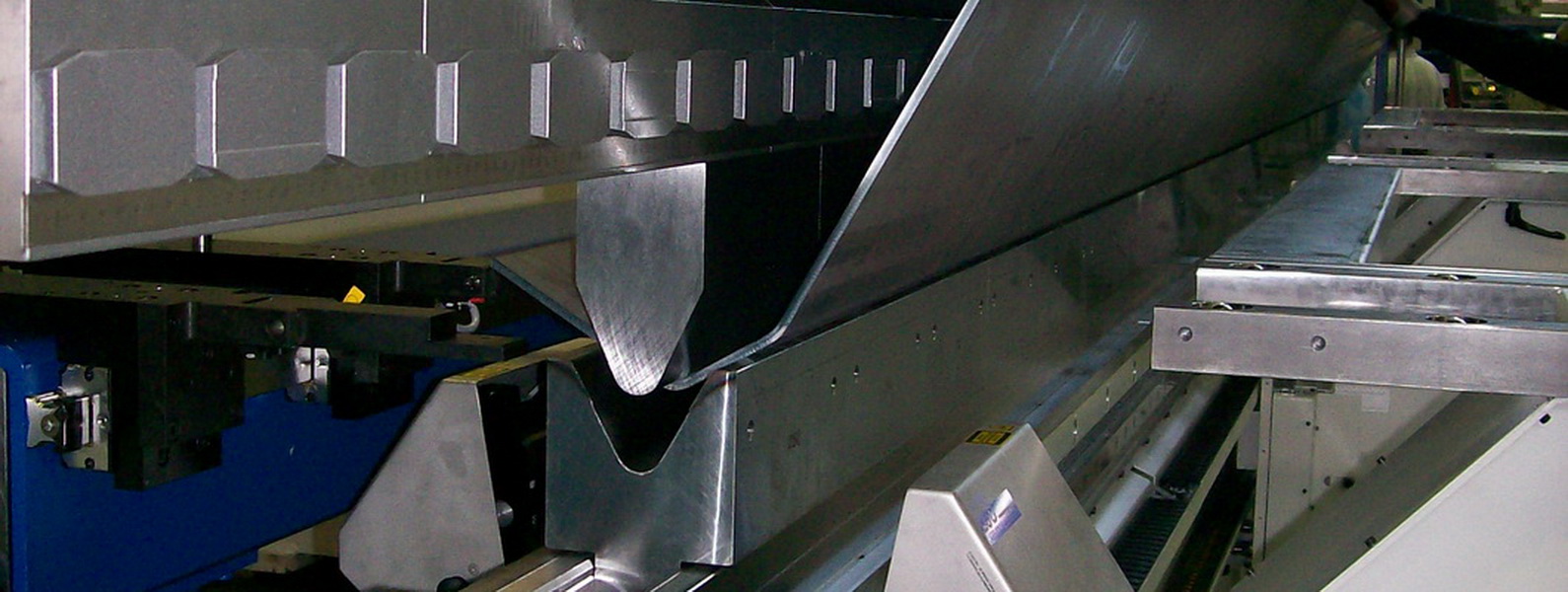
Постоје стационарне јединице за савијање профила које се напајају из мреже од 380 В, као што нису погодне за личну употребу. Да не бисте направили погрешну куповину, морате пажљиво проучити карактеристике производа. Роллформинг инсталација је веома ефикасна ствар, али и скупа. Осим тога, употреба такве опреме је могућа само у фабрици.
Често се, ради добијања делова вишег квалитета, користи савијање трна, што је изводљиво када се ради са готово било којим уређајем. О њој у реду. Дорн је крути или флексибилни дио, смјештен унутар савитљивог сегмента у мјесту даљег савијања. Након промене облика производа испада глатка, нема набора и других дефеката. Овакав низ предности методологије праћен је значајним смањењем стопе одбацивања на излазу производа.
Ваис
Постоје два начина савијања радијалног профила: хладно и топло (са предгрејавањем). Поред раздвајања метода по типу температуре, постоји много више типова везаних за механизацију и опрему која се користи, на пример, савијање:
- руннинг ин;
- навијање;
- повлачење;
- метода ваљања на три ваљка;
- коришћењем две потпоре;
- метода истезања;
- коришћење унутрашњег хидростатичког притиска;
- повлачење кроз матрицу са закривљеном осом;
- преко копирке.
Избор зависи од тога да ли ће врућа или хладна опција радити.
Са хладним перформансама, ово се може постићи са неколико опција.
- трчање (пречник до 70 мм; са ниским захтевима за заобљеност пресека на кривини);
- намот (промјера до 20 мм);
- повлачење (за танкозидне);
- са два носача (пречника до 300 мм).
Хладна се приближава малом пречнику, а хладна метода неће моћи да савије производ, на пример, под углом од 45 степени. Грејање побољшава деформациона својства метала, а повећањем пластичности постаје лакше радити. Предгревање не изазива проблеме у браку у облику пукотина, остатака оштећења, набора и других последица. У великим индустријама, грејање се врши помоћу високофреквентних струја (ХДТВ). Ако постоји мали део, могуће је користити ручни преносни алат, јер за већи део није могуће применити ту алтернативу, овде се користи механизована опрема.
Поред ових нијанси, вреди се сетити и феномена еластичних последица. Подразумева способност делимичног враћања обратка након деформације до његовог некадашњег облика. Вриједност овиси о врсти материјала и димензијама профила, о температури и начину рада - ручно или на посебној опреми.
Поред горе наведених техника, код куће можете да извршите процес уз употребу опреме коју је лако креирати сами. У зависности од почетних карактеристика и жељеног кола, постоји довољно опција за уштеду на скупој опреми. У наставку су наведени неки примјери.
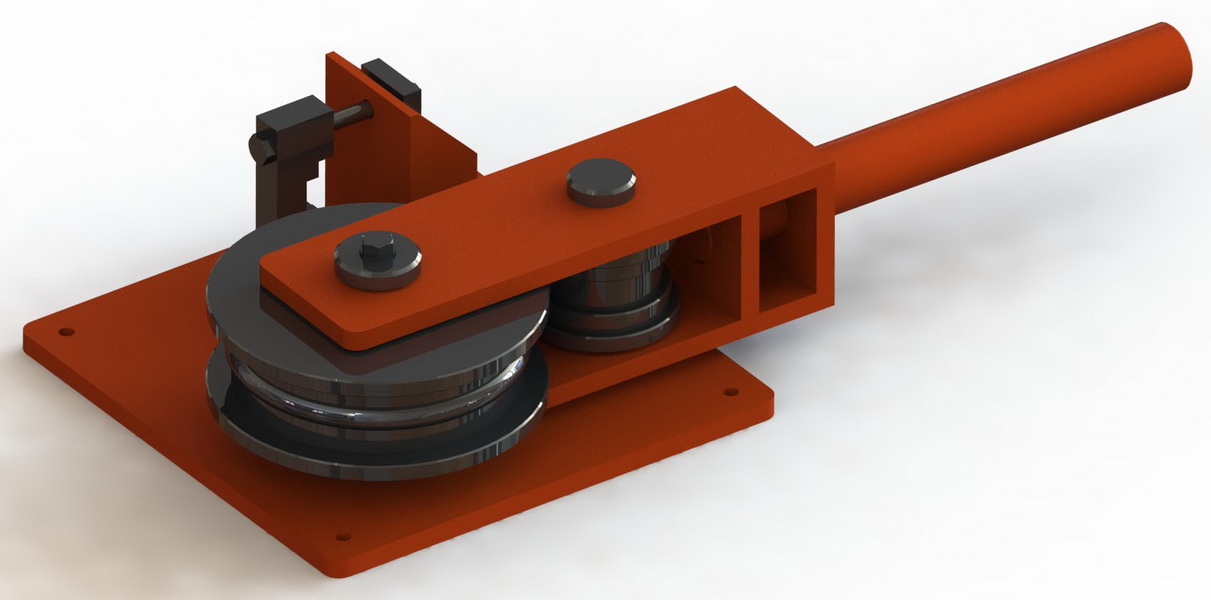
Домаћи механизам на бази ваљака
Ово је најближа верзија оригиналном профилу ваљка. Да бисте је креирали, потребно је да купите 2-4 видео снимка. Треба напоменути да би њихова ширина требала мало премашити ширину самог производа. Да бисте добили резултат морате га фиксирати хоризонтално, тако да ваљци имају могућност слободног окретања, морају бити на таквој удаљености један од другог да не ометају цијев која пролази кроз систем без препрека.

Овај помоћник ће вам омогућити да савијате производ по обиму. Ако постоји потреба за постизањем одређеног угла, систем се мора састојати од три ротирајућа цилиндра. Док је један од њих пожељно оставити подесив. Елемент ојачања се поставља између ваљака и особа која контролише процес почиње да се помера.
Користећи "млинац" и апарат за заваривање
Ако је изградња таквог механизма немогућа због финансија, времена, вјештина или других разлога, постоје и разумљивије варијације. Међутим, примена методе заваривања значајно одузима време и захтева мукотрпност.
Редослед радова је следећи.
- Прво, препоручује се израчунавање дозвољеног и одређивање потребног радијуса савијања.
- Нанесите уздуж производа попречне ознаке, које ће се даље одрезати ради даљег повезивања. Што је прелазак у савијеном делу лакши, то је чешће потребно направити трагове.
- Изрежите три одабране стране (ивице) нацртаним ознакама. Четврту страну не треба дирати.
- Након резања, савијте производ до жељене закривљености. да би се побољшала прецизност, можете направити комад. На пример, припремите дрвени део са жељеним кривинама. Причврстите необложену страну ваљаних на закривљену ивицу шаблона, причврстите је, затим савијте поље како би одговарало савијању шаблона.
- Пиле пажљиво и поуздано заваравајте.
- Пажљиво заварите површине тако да површина дијела постане глатка, без истурених шавова.


Са великом површином реза, овај метод је, у одсуству других, погоднији него икада.Али овај метод је применљив за појединачне радове, тако да га не треба примењивати на оне који треба да деформишу велики број елемената. У овом случају, можда је рационалније размишљати о стварању ваљка.

Прољеће за савијање
Сви мајстори знају за овај метод. Његова суштина је следећа: специјална опруга квадратног пресека челичне жице смештена је унутар цеви на месту где је потребно да се добије савијање. Опруга ће служити као осовина, њен попречни пресјек би требао бити 1-2 милиметра мањи од унутрашњег попречног пресјека. Употребом горионика, место даљег савијања се загрева, наноси на сито са одговарајућим радијусом савијања и, применом силе, не притискајте оштро док се не добије жељена закривљеност. Ова метода је прилично једноставна, али је за вријеме рада препоручљиво пажљиво придржавати се сигурносних мјера: радите у посебним рукавицама и користите клешта.
Савети
О замршености вруће методе
Да би се цијев успјешно савијала на врући начин, треба користити пунило од пијеска. Идеална опција је средње пијесак - грађевински или ријечни. Ако није могуће користити само ово, као крајње средство, погодан је и материјал из дјечјег пјешчаника, али претходно очишћен од непотребног садржаја. Да бисте га очистили од непотребних нечистоћа, потребно је просијати кроз сито са отворима од око 2 милиметра. Након првог скрининга на сито остају велики предмети - гранчице и облутци. Њихово присуство у филеру је крајње непожељно, јер када се загревају, могу да утичу на рељеф и формирају избочину. Даље, треба да просијате будуће пунило по други пут, кроз фино сито да бисте се решили сувише ситног песка. Након просијавања, пијесак се калцинира.

Цев, на месту где ће доћи до савијања, се жари. Пре него што заспите, пунило се брине о чеповима који му не дозвољавају да се довољно наспава. Препоручује се да се направи од дрвета, тако да се добро приањају уз зидове. У једном од чепова је потребно одрезати жљебове кроз које врући зрак мора изаћи. Такви отвори се налазе на свакој страни, тј. Треба да буду четири квадратна пресека. Након уградње утикача без отвора кроз лијевак, можете почети пуњење пунила. Истовремено треба периодично куцати део да се запечати песак. Након причвршћивања другог чепа, можете обележити савијање, фиксирати део и произвести једнообразно загревање. Ако је део заварен, шав треба да се налази изван кривине како би се избегла његова дивергенција. Боја спремног за савијање треба да буде црвено-трешњаве боје, а из цеви - да одлети са скале.

Препоручује се савијање металних производа од првог загревања, иначе може довести до губитка чврстоће и лома елемента. Ако се након хлађења тешко уклоне дрвени чепови, могу се запалити и након паљења излити пијесак.
О замршености хладне методе
Суптилности хладне методе:
- Без употребе специјалних алата и гријања у хладној сезони, процес савијања може бити знатно олакшан. За то, алтернативно за пијесак, вода се користи као пунило. Након пуњења и постављања чепова, производ је изложен мразу за време које је потребно да се течност потпуно замрзне. У свјетлу физичких својстава смрзнуте воде, савијање ће бити лакше.
- Да би се избегле повреде четкица и смањиле примењене силе, предлаже се да се користи профилна цев са секцијом мало више савијеном. За то се на рубовима мањега носи већи профил, чиме се повећава снага рамена.
- Мајсторима се саветује да направе пробни завој на непотребном делу производа, што ће дати идеју о његовим физичким особинама и спречити грешке у наредним покушајима.
Сумирајући горе наведено, можемо извући закључке о томе колико ће овај или онај начин бити ефикасан. Боље је обратити се професионалцима који имају опрему посебно дизајнирану за ову сврху како би добили бољи резултат и уштедели време. Ако рад укључује вишеструко савијање производа, зашто онда не размислите о куповини посебне опреме, а можда ио пружању услуга савијања другим људима. У том случају, можете брзо надокнадити уређај.
Алтернативно, постоји могућност изнајмљивања уређаја за савијање цијеви на одређено вријеме. Ако у вашем граду постоји таква опција, онда ћете уштедети време и нећете морати да плаћате за скупе услуге компанија.
За информације о томе како савити цијев без савијања цијеви за надстрешницу, погледајте сљедећи видео.



















