Разноврсне бешавне цеви

Бешавне цеви које немају заварени спој дизајниране су за рад под тешким условима оптерећења. Због својих посебности, широко се користе у производној, грађевинској и услужној индустрији.
Феатурес
Бешавна цев је интегрални дизајн металне цеви без шавова и спојева. Захтјеви стандарда подразумијевају производњу у великим постројењима гдје се контрола квалитета одвија у свакој технолошкој фази. Цена бешавних цевних елемената одговара поузданости производа током рада.


Када се користе бешавне цеви, разликују се следећи позитивни аспекти:
- поузданост;
- висока чврстоћа под притиском;
- отпорност на оштећење;
- термичка стабилност и сигурност од пожара;
- различите величине;
- атрактивна презентација;
- дуг радни век;
- мултифункционална употреба.


Негативни квалитети бешавних система цеви сматрају се високом топлотном проводљивошћу и тежином производа великих слојева. Заједно са снагом изгледа ригидност. Монтажа цеви не може се вршити самостално - потребна је специјална припрема и опрема.
За заштиту спољног премаза потребно је фарбање или други начини заштите од атмосферског излагања.
Врсте
Врсте елемената цјевовода могу се сврстати у категорије, у складу са методом производње, обликом производа, дебљином зида. Производне технике варирају у зависности од температурног режима током производње. Могу се разликовати следећи производи:
- хот роллед;
- цолд деформед;
- хеат деформед.



Сировина за производњу цеви је метална гредица. Празан је у облику ливеног ингота - кованог или ваљаног. Ваљани метал се загрева до пластичности, дајући ротирајућем шупљем облику. За добијање потребне величине трна се налази у шупљини. Топло ваљана цев се прерађује на ваљаоници са даљим врућим ваљањем и ваљањем. У последњој фази, врши се хлађење, калибрација и сечење производа у складу са ГОСТ 8732-78. Вруће деформисана цев је тестирана на механичка и хемијска својства.
Хладно ваљани производи имају високу чврстоћу и стабилне карактеристике. Испуњава захтеве ГОСТ 8733-74 и ГОСТ 8735-75. Хладно обликоване цеви се производе ваљањем и прешањем.


За производњу хладно ваљаних елемената гредица је жарена и формирана у млину за бушење. Жарење ублажава унутрашње напрезање у металу, елиминише структурне нехомогености, повећава дуктилност. Затим, у хладној ваљаоници, ваљање радног комада са унутрашњим језгром трна се врши док се не добију подешени параметри. За добијање производа са високим техничким својствима у процесу формирања цеви се урезују киселине, након чега следи неутрализација и сушење.
Топлотно деформисана производња подразумева вучење на машинама, након чега следи повлачење бубња. Плоче се обрађују на млину, гдје се температура благо повећава, што доводи до ефекта испирања. Бешавне цеви су направљене са великом дебљином зида.


У зависности од дебљине зида цеви се класификују у следеће типове:
- танкозидни;
- дебели зид;
- посебно танкозидне;
- посебно дебелих зидова.
Најтање цијевне конструкције израђују се дебљином мањом од 0,5 мм и кругом до 20 мм.Цев од танког зида одређена је односом пречника до дебљине зида, који варира од 12,5 до 40. У границама многострукости од 6 до 12,5 лежи дебелослојна структура цеви. Посебно се сматра дебелостенски производ са коефицијентом мултиплицитета мањим од 6.



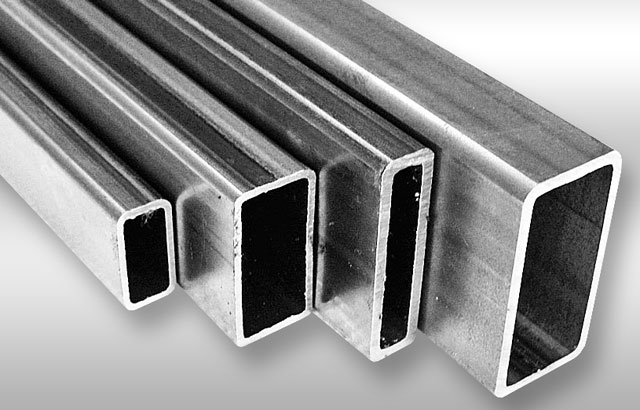
По облику секције, бешавне цеви су подељене на округле и профилне варијанте. Округли облик се прави према ГОСТ 8732-78 са спољним пречником од 20 до 550 мм. Профилна цев може бити квадратна, овална или правоугаона. Челичне овалне цеви се израђују према ГОСТ 8642-68. Површина попречног пресека варира у зависности од величине: од 0,06 до 5 цм2.
Квадратни производи су регулисани ГОСТ 8639-82. Његова вањска страна варира у распону од 10 до 180 мм, дебљина зида је од 0,8 до 14 мм, максимална површина пресјека је 89,5 цм2, а минимална 0,3 цм2. Правоугаони облик се прави према ГОСТ 8645-68. Подручје варира од 0,4 до 70 цм2.
Облик квадрата или правоугаоника у дизајну омогућава високу чврстоћу на савијање.

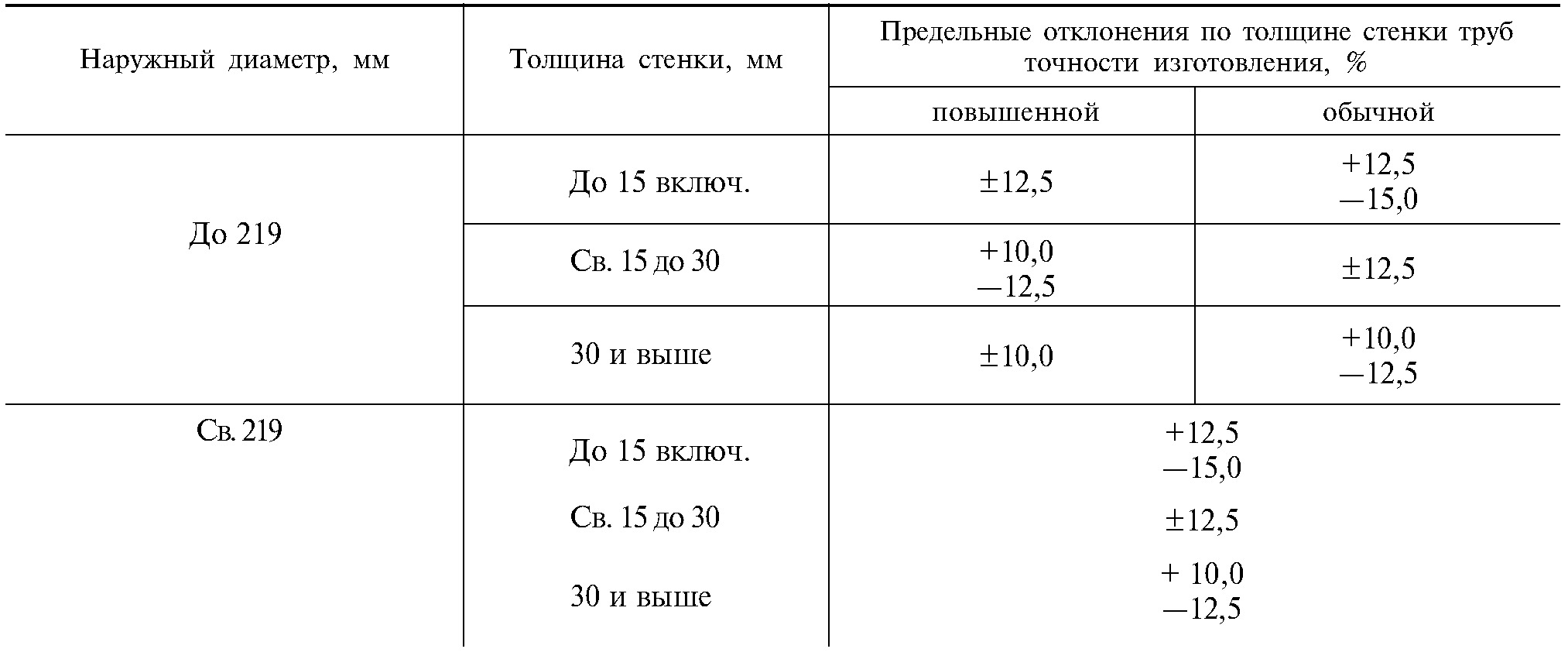
Приликом израде цеви треба пратити прецизност израде спољног пречника и дебљине зида. Производи од цеви су направљени од високе и обичне прецизности. За конвенционалне цеви, толеранције у пречнику не би требало да прелазе 1%, у дебљини зида - 12%. Прецизна цев не дозвољава одступања од више од 0,8% у пречнику и више од 10% у дебљини зида.
Метода врућег ваљања не добија цијев промјера мањег од 16 мм - вањска површина је нечиста у мјерилу. Тачност димензија може варирати, па стога није погодна за употребу у индустријским апликацијама које захтијевају стандардизиране производе. Вруће ваљане цеви се не користе у контакту са каустичним хемикалијама, горивом, не користе се за транспорт топле паре и воде.
У ту сврху користе се хладно вучени цјевоводи - отпорни су на високе температуре, статичка и динамичка оптерећења, дјеловање киселина и нафтних деривата. Такви производи подносе хидраулички притисак до 20 МПа.


Обим цевних елемената је подељен према намени и својствима. Бешавне цеви се разликују према типу дестинације:
- трунк;
- нерђајући;
- беаринг;
- нафтоводи;
- пуцање за индустрију прераде нафте;
- кућиште за бунаре;
- котао за транспорт носача топлоте и котловских инсталација.



Конвенционално, цевне конструкције имају класе. На пример, за производњу ограда и трансфер течности у системима за наводњавање коришћен је први разред. За транспорт воде, гаса, горива на ниском притиску користе се цеви друге класе. Ступањ 3 је погодан за производњу котлова, прераде нафте, који се користе у нуклеарној енергији.
Висока чврстоћа има четврту класу цијевних производа, намијењених за бушење и уградњу кућишта, за производњу нафте и геолошка истраживања. Цеви 5. класе користе се за производњу друмског и железничког транспорта, у авионима и бродоградњи. За израду делова у машинству, лежајева и цилиндара који користе 6. класу цеви.

Материјали
Главни производни материјал за бешавне цеви је ваљани челик. У зависности од примене, састав челика од кога се производе цеви варира.
Основа је маса челика различитих разреда:
- угљенични челик (Ст 10, Ст 20, Ст 3-6);
- ниско легиране и допиране (10Г2, 09Г2С, 17ГС, 15Х5М, 12ГСБ);
- легуре легуре отпорне на топлоту (12Кс18Х12Т, 08Кс18Н10Т, 12Кс18Н10Т).


Производи од угљеничног челика су направљени за стубове и ограде. Висококарбонски челик се користи за израду цјевовода са ниским притиском за општу употребу.
Цевоводи са антикорозивном заштитом израђени су од легираног челика који садржи хром, никл, титан. Често се тај метал назива нерђајући челик. Цеви отпорне на корозију ће служити дуже у природним атмосферским условима и хемијски агресивним срединама.Производи од легираног челика могу издржати високе температуре и притисак.


Димензије
Топло ваљане бешавне цеви се производе пречником од 2 до 55 цм и дебљином зида од 2,5 до 75 мм. Резање по дужини према стандардима. Такви производи су мерени, немерљиви, приближни и вишеструки.
Вредности се крећу од 4 до 12,5 м. ГОСТ 8732-78 представља табелу зависности масе од пречника и дебљине производа. Тежина пречника 55 цм и дебљине 7,5 цм достиже 878,5 кг / м. Тежина од 1 кг биће метарска цев са обимом од 20 мм и зид од 2,5 мм.
Хладно деформисане цеви имају пречник од 5-250 мм и дебљину зида од 0,3-24 мм. Измерена дужина је 4,5–9 м, неизмерена - 1,5–11,5 м, вишеструка – 1,5–9 м.
Цеви малог пречника имају параметре до 114 мм. Производи од цеви од 114 до 480 мм се сматрају средњим пречником, а више од 48 цм - елементи са великим пречником, производе се врућом деформацијом.
Овалне бешавне цеви варирају по величини: дебљина зида - од 0,5 до 2,5 мм, ширина страница - од 6 до 90 мм, дужина - 3-32 мм. Тежина варира у зависности од величине: од 0,05 до 4 кг / м.
Код правоугаоних цевастих елемената не мења се само величина већ и облик. Најмања цијев је производ величине 15к10 мм и дебљине 1 мм. Максимална дебљина зида је 1,2 цм, дужина спољне стране је 18 цм, ширина је 10 цм са кораком од 1 цм, а тежина конструкције не прелази 50 кг / м.
Производи од квадратне цеви могу бити од 10 до 180 мм у корацима од 5 мм. Бешавне топло ваљане цеви се производе у следећим величинама: пречник - од 60 до 180 мм, дебљина зида - од 4 до 14 мм, дужина - од 4 до 12,5 м. - од 1 до 8 мм, дужина - од 1,5 до 11 м.


Произвођачи
Домаћа предузећа заузимају водећу позицију на тржишту производа од бешавних цеви. Налазе се у регионима Свердловск, Волгоград, Цхелиабинск, Низхни Новгород, Белгород. Производи се израђују у складу са ГОСТ-ом, подлежу контроли квалитета.
Најстарије предузеће у Русији за производњу топло ваљаних бешавних цеви налази се у Полевском. ОЈСЦ Северски Пипе Плант производи бешавне производе кућишта промјера 168-340 мм, бешавне производе од нафте и плина и опће намјене с вањском величином од 168-325 мм.
Фабрика цеви Волзхски од 1970. године производи бешавне цеви за индустрију. Производи су у складу са сертификатом "Система управљања животном средином", захтевима међународног стандарда ИСО 14001: 2004. Производи подвргнути ултразвучној контроли квалитета.

Од 2007. године, бешавне цеви су произведене од бродског челика ПЦФ. Асортиман постројења укључује топло ваљане цијеви без напона, нафтоводе и плиноводе, цијеви за пуцање, за стројарство, парне котлове и парне цјевоводе, за производњу лежајева, бешавних цијеви, као и цијеви од нехрђајућег челика.
ОЈСЦ “Синарски Пипе Плант”, лоцирана у Каменск-Уралском, од 1934. године производи бешавне топло ваљане и хладно деформисане цеви из различитих врста челика. Производи су тражени у нафтној и гасној, хемијској, грађевинској индустрији, пољопривреди и енергетици.
Бешавне вруће ваљане цеви, као и цеви се производе у ОАО за металуршки погон у Таганрогу. ОЈСЦ Первоуралск Новотрубни Плант производи бешавне цеви од топлог и хладног облика од угљеничног и легираног челика, легура отпорних на корозију, бешавне цеви за котлове.

У првих десет највећих свјетских цијевних компанија налази се ОЈСЦ Чељабинског ваљаоничког постројења, који производи производе за цијеви за главне области производње. Фабрика производи бешавне топло ваљане цеви, нерђајући челик, хладно деформисане цеви.
Цомпани фромБелгород ДОО "Беленергомасх-БЗЕМ" се бави производњом бешавних производа методом вруће деформације и електроплавог топљења са накнадном обрадом, бушењем и бушењем.
На територији Украјине Интерпине се бави производњом опреме за цевоводе Производна линија обухвата бешавне цеви за транспорт горива, за машинску индустрију и цеви за општу намену.
Производња хладно деформисаних цеви према украјинским и међународним стандардима је специјализована за Никополску фабрику челичних цеви ИУТИСТ. Асортиман цеви за различите намене пречника од 6 до 90 мм са дебљином зида од 0,5 до 12 мм.

Како изабрати?
Избор бешавних цеви врши се према следећим критеријумима: градација по величини зидова, величина круга, снимак, тежина, максимална одступања. По величини зидова одређује се жељена дебљина производа - танкослојна или дебелостена. Околност је окарактерисана спољним пречником. Ако постоји потреба за великим пречником од 25 цм, онда изаберите вруће деформисану структуру. Хладно ваљане цеви су погодне за мале пречнике.
Дужина се одређује према типу цеви. Хладно обликовани производи могу се испоручити у дужини од 1,5 до 11,5 м са кораком резања од 5 мм. Топловаљани производи се секу од 4,5 до 12,5 м.
Тежина зависи од величине пречника и дебљине зида: што је производ дебљи и масивнији, то тежи.


Неусклађеност у технолошким димензијама уређена је државним стандардима. За бешавне цеви дозвољена су одступања дуж дужине производа до 1 цм (димензионална производња), за бездимензионалну варијанту - не више од 1,5 цм. Одступања у дебљини зида не би требало да прелазе 12%. Закривљеност за хладно ваљане цијеви по линеарном метру не смије прелазити 1,5 мм за производе са зидовима већим од 10 мм. За топло ваљане производе закривљеност по метру не прелази 2 мм за зидове до 30 мм и 4 мм за дебљине зида веће од 30 мм.
Савети
У производњи бешавних производа означава - помаже у вођењу евиденције приликом продаје, транспорта и складиштења производа. Обележавање се може применити бојом, печатом или електрографом. Место примене зависи од величине цеви. За цијеви малих и средњих промјера означених на цијелој страни. Производи од цеви пречника више од 16 цм означени су одвојено.
Ако је дебљина зида већа од 1 цм, ознаке се могу нанијети на крај цијеви. На унутрашњој површини означене су цијеви промјера преко 53 цм.Користећи боју боје на ознаци, могуће је одредити ступањ челика из којег је производ израђен.

Бешавне цеви различитог калибра могу бити повезане електричним заваривањем. За спајање производа истог пречника, на крајевима цеви се прави навој, јер је погодан, посебно за производе дебелих стијенки. Гасно заваривање је погодно за уградњу танкослојног цјевовода.
За дуготрајан рад користе се цевоводи, обликовани од челика 12Кс18Х10Т, који се одликују антикорозивним својствима, пластичношћу и великом ударном чврстоћом. Производи који су највише отпорни на топлоту израђени су од челика 20Х23Н18, који се користи за цјевоводе за топлу воду. Челик 10Кс17Х13М2Т показује високу отпорност на киселине и температуре.
Како производити бешавне челичне цеви, погледајте следећи видео.



















